")
") Español (España)
Español (España) ") English (United Kingdom)
English (United Kingdom) 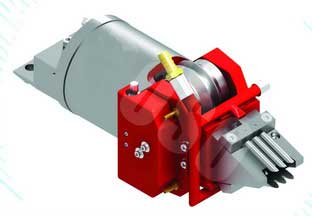
Технология продольной резки, применяемая к непрерывным прутковым станам, позволяет изготавливать две или более прядей из одной заготовки. В зависимости от конфигурации установки процесс резки может быть адаптирован к прокатным станам с минимум четырьмя финальными клетями при непрерывной установке.
Процесс дает следующую прибыль:
- Существенное увеличение темпов производства
- Сокращение количества прокатных клетей
- Снижение эксплуатационных расходов
Процесс щелевой прокатки отличается от обычной непрерывной прокатки использованием специальных проходов и направляющих валков для подготовки, придания формы и продольного разделения поступающей заготовки на две или более отдельных прядей для дальнейшей прокатки до готового размера.
В принципе этот процесс достигается следующим образом:
- Снижение заготовки обычным способом через черновую и промежуточную прокатную клеть для получения приемлемого участка для первого специального прохода формования на клети.
- Точное направление этого материала к формовочной клети, где он уменьшен и имеет форму для формирования симметричной «формующей секции»
- Дальнейшее тщательное наведение и контроль над «собачьей костью» через разделительную стойку, где запас уменьшается и формируется в «щелевой проход», предназначенный для легкого отделения
- на две равные части ложного раунда.
- Специальная направляющая на стороне подачи разделительной стойки обеспечивает чистую продольную резку стержня и теперь доставляет несколько прядей равных сечений к соответствующим линиям обработки.